


Пневматический цилиндр из нержавеющей стали 304, поршневой шток, вал из нержавеющей стали


Представлять
Стержни сначала подвергаются прецизионному фрезерованию и обработке, а затем подвергаются шлифованию поверхности хромированием, что обеспечивает уровень точности поверхности f8 и твердость поверхности, достигающую минимума HV850 и выше, что не только помогает улучшить износостойкость, но и помогает увеличить срок службы. жизненный цикл стержней, тем самым помогая заказчику сэкономить.
Приложение
Непосредственно для цилиндра, цилиндра, поршневого штока амортизатора и широко используется в текстильной печати и крашении, печатном оборудовании, направляющей, машине для литья под давлением, направляющем штоке машины для литья под давлением, выталкивателе и других механических изделиях. направляющая стойка для колонного пресса, факсимильные аппараты, принтеры и другая современная офисная техника, направляющий вал и некоторые прецизионные тонкие валы для продукции промышленности деталей.
информация о продукте
| Характеристики | φ6-φ12 | φ16-φ25 | φ30-φ50 | φ55-φ100 | φ105-φ1200 |
| длина | 200-2000 | 200-3000 | 200-5000 | 200-10000 | 1000-10000 |
| Шероховатость поверхности | Ra<0,2 | ||||
| Поверхностная обработка твердости | HRc6 | Прямолинейность | 0,15/1000 мм | ||
| Круг толерантности | ГБ1184 9Оценка | Толщина хрома | В соответствии с требованиями пользователя | ||
| Полноразмерный размер Допуск | ГБ1100ИТОценка | Материал | В соответствии с требованиями пользователя | ||
| Ось твердости | НВ220-280 | ||||
| Статус Доступности | Без обработки поверхности, хромирование или никель-фосфорное покрытие поверхности, азотирование поверхности соляным туманом | ||||
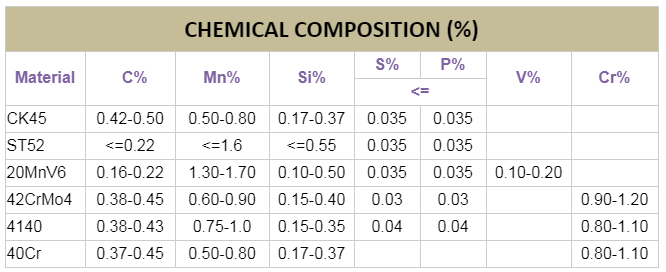
| ХИМИЧЕСКИЙ СОСТАВ(%) | |||||||
| Материал | C% | Мн% | Si% | S% | P% | V% | Кр% |
| <= | |||||||
| СК45 | 0,42-0,50 | 0,50-0,80 | 0,17-0,37 | 0,035 | 0,035 | ||
| ST52 | <=0,22 | <=1,6 | <=0,55 | 0,035 | 0,035 | 0,10-0,20 | |
| 20МнВ6 | 0,16-0,22 | 1,30-1,70 | 0,1-0,50 | 0,035 | 0,035 | ||
| 42CrMo4 | 0,38-0,45 | 0,60-0,90 | 0,15-0,40 | 0,03 | 0,03 | 0,90-1,20 | |
| 4140 | 0,38-0,43 | 0,75-1,0 | 0,15-0,35 | 0,04 | 0,04 | 0,80-1,10 | |
| 40Cr | 0,37-0,45 | 0,50-0,80 | 0,17-0,37 | 0,80-1,10 | |||
| Диаметр | Масса | Толерантность | Толерантность | Толерантность |
| mm | кг/м | f7(мкм) | f8 (мкм) | h6 (мкм) |
| ¢6 | 0,22 | -10--22 | -10--28 | 0--9 |
| ¢8 | 0,39 | -13--28 | -13--35 | 0--9 |
| ¢10 | 0,62 | -13--28 | -13--35 | 0--11 |
| ¢12 | 0,89 | -16--34 | -16--43 | 0--11 |
| ¢16 | 1,58 | -16--34 | -16--43 | 0--11 |
| ¢18 | 2.00 | -16--34 | -16--43 | 0--13 |
| ¢20 | 2,47 | -20--41 | -20--53 | 0--13 |
| ¢22 | 2,99 | -20--41 | -20--53 | 0--13 |
| ¢25 | 3,86 | -20--41 | -20--53 | 0--13 |
| ¢28 | 4,84 | -20--41 | -20--53 | 0--13 |
| ¢30 | 5,55 | -20--41 | -20--53 | 0--16 |
| ¢32 | 6.32 | -25--50 | -25--64 | 0--16 |
| ¢36 | 8.00 | -25--50 | -25--64 | 0--16 |
| ¢38 | 8,91 | -25--50 | -25--64 | 0--16 |
| ¢40 | 9,87 | -25--50 | -25--64 | 0--16 |
Таблица химического состава
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
Q1: Что такое твердые хромированные стержни пневматического цилиндра из нержавеющей стали?
A: Стержни из твердого хрома из нержавеющей стали в основном используются для гидравлических и пневматических поршневых штоков для машиностроения, автомобилестроения, направляющих стоек для пластиковых машин, роликов для упаковочных машин, полиграфических машин, текстильных машин, осей для конвейерных машин и линейных оптических осей для линейное движение..Шток поршня обрабатывается прокаткой.Поскольку поверхностный слой имеет остаточное поверхностное напряжение, он помогает закрывать микротрещины на поверхности и препятствовать распространению коррозии.
Q2: Каковы характеристики штока поршня пневматического цилиндра из нержавеющей стали?
A: Шток поршня пневматического цилиндра из нержавеющей стали обрабатывается прокаткой.Поскольку поверхностный слой имеет остаточное поверхностное напряжение, он помогает закрывать поверхностные микротрещины и препятствовать распространению коррозии.
Таким образом, улучшается коррозионная стойкость поверхности и может задерживаться образование или распространение усталостных трещин, тем самым улучшая усталостную прочность штока цилиндра.Путем вальцевания на поверхности проката формируется нагартованный слой, который снижает упругую и пластическую деформацию контактной поверхности шлифовальной пары, тем самым повышая износостойкость поверхности штока цилиндра и избегая прижогов, вызванных шлифованием.После прокатки значение шероховатости поверхности уменьшается, что позволяет улучшить свойства сопряжения.В то же время снижается повреждение трением уплотнительного кольца или уплотнительного элемента при движении поршня штока цилиндра и увеличивается общий срок службы пневматического цилиндра.
Q3: Каковы преимущества поршневого штока из нержавеющей стали 304?
A: Нержавеющая сталь 304 - это материал, используемый при производстве поршневых штоков.Он устойчив к слабым агрессивным средам, таким как воздух, пар и вода.Обычно используются материалы 304, 316. Свариваемость, полируемость, термостойкость, коррозионная стойкость и коррозионная стойкость этих материалов относительно хорошие.Благодаря прецизионной холодной вытяжке, прецизионному шлифованию, высокоточной полировке и другим процессам поршневой шток из нержавеющей стали, изготовленный по всем техническим показателям, соответствует и превосходит национальные стандарты, поэтому они часто используются в масляных цилиндрах, воздушных цилиндрах и амортизаторах.
Q4: Каков процесс прокатки поршневого штока пневматического цилиндра из нержавеющей стали?
A: Шток поршня пневматического цилиндра из нержавеющей стали обрабатывается прокаткой.Поскольку поверхностный слой имеет остаточное поверхностное напряжение, он помогает закрывать поверхностные микротрещины и препятствовать распространению коррозии.
Таким образом, улучшается коррозионная стойкость поверхности и может задерживаться образование или распространение усталостных трещин, тем самым улучшая усталостную прочность штока цилиндра.Путем вальцевания на поверхности проката формируется нагартованный слой, который снижает упругую и пластическую деформацию контактной поверхности шлифовальной пары, тем самым повышая износостойкость поверхности штока цилиндра и избегая прижогов, вызванных шлифованием.После прокатки значение шероховатости поверхности уменьшается, что позволяет улучшить свойства сопряжения.В то же время снижается повреждение трением уплотнительного кольца или уплотнительного элемента при движении поршня штока цилиндра и увеличивается общий срок службы пневматического цилиндра.
Q5: Каковы характеристики поршневого штока из нержавеющей стали пневматического цилиндра?
A: 1. Отличная коррозионная стойкость, хорошая коррозионная стойкость в процессе производства целлюлозы и бумаги.Кроме того, нержавеющая сталь 304 также устойчива к коррозии в океане и агрессивной промышленной атмосфере.
2. В условиях высоких температур нержавеющая сталь 304 обладает хорошей стойкостью к окислению.В условиях высоких температур, когда концентрация серной кислоты ниже 15% и выше 85%, нержавеющая сталь 304 имеет широкий спектр применения.
